
Products










IGBT模块封装底板的氧化程度对焊接空泛率的影响剖析
:本文简介了IGBT模块的首要封装工艺流程,并在相同的试验条件下,对两组不同氧化程度的模块别离进行超声波无损检测扫描,将扫描图画载入空泛统计剖析软件,通过比照两组空泛率数据发现:非氧化底板焊接空泛率较低,氧化底板的焊接空泛率遍及偏大。依据本试验的成果,本文主张IGBT模块在封装之前,应对散热底板做好防腐处理,以保证底板不被氧化。
摘要:本文简介了IGBT模块的首要封装工艺流程,并在相同的试验条件下,对两组不同氧化程度的模块别离进行超声波无损检测扫描,将扫描图画载入空泛统计剖析软件,通过比照两组空泛率数据发现:非焊接空泛率较低,的焊接空泛率遍及偏大。依据本试验的成果,本文主张IGBT模块在封装之前,应对散热底板做好防腐处理,以保证底板不被氧化。
近年来,绝缘栅双极晶体管(IGBT,insulated gate bipolar transistor)以其输入阻抗高、开关速度快、通态电压低、阻断电压高、接受电流大、热稳定性好等特色,成为当今功率半导体器材开展的干流。其应用范畴宽广,现已广泛应用于高铁及轨道交通、轿车电子、风电、太阳能、家电节能、UPS、数控机床、焊机以及电力传输等范畴。
IGBT模块封装工艺中触及的环节颇多,对高压大功率IGBT器材的封装而言,焊接技能对IGBT模块的寿数和可靠性起着至关重要的效果,也是封装进程的核心技能。查验焊接质量的规范之一便是焊接的空泛率,当“空泛”尺度较大或许其部分密度过大时,则会影响焊接层的机械功能,下降衔接强度,一起也会下降焊接层的热导,导致器材部分过热,引起失效。因而,焊接空泛率的凹凸对高压IGBT模块的功能和长时间可靠性有着较大的影响。
IGBT模块一般由IGBT芯片、二极管芯片、焊料、DBC基板、键合引线、散热底板、外壳等依照工艺文件封装而成。在IGBT模块进行外壳封装之前,先将IGBT芯片和二极管芯片通过焊片将其焊接在DBC基板上,其次,将焊好芯片的DBC进行芯片键合,然后再进行二次焊接和超声波检测。
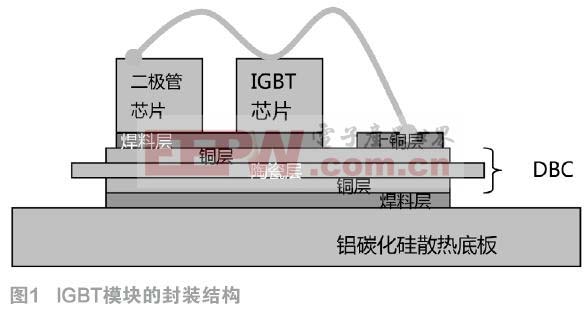
本文所评论的封装工艺进程便是二次焊接和超声波检测。该封装工艺进程中,先将焊接好的子单元进行清洗,避免子单元被氧化,再将子单元、电极、焊片和焊环通过真空回流焊接炉将其焊接在铝碳化硅的散热底板上,然后进行超声波检测[3]。其封装结构如图1所示。
现在,国内外很多研讨发现,影响IGBT模块焊接空泛率的要素有[1]:焊接温度、焊接条件、焊料原料、焊料氧化等。本文通过试验发现,底板氧化程度不同对焊接空泛率有较大影响。因而,本文从散热底板氧化的视点来剖析其对焊接空泛率的影响,并开始剖析了不同氧化程度散热底板与焊接空泛率的联系。此外,本文对改善、优化焊接工艺,进步IGBT模块封装工艺可靠性有重要的实践指导意义。
为了剖析比照底板氧化程度对焊接空泛率的影响,本试验进程中需求扫除二次焊接工艺中其他要素对空泛率所构成的影响。
现在,咱们所选用的焊片和焊环原料含有Sn、Pb和Ag,不存在助焊剂,且在焊接之前保证焊料不被氧化。
在真空回流焊接进程中,将被焊接的IGBT装载在一个托盘中,并通过电机拖动体系使其顺次在加热区、冷却区、真空保压等之间工作。焊接进程中,可依据焊料的熔点温度来选取适宜的焊接温度即可,焊接温度彻底依照规范的工艺文件设置。
在氮气的维护下进行焊接已经成为IGBT焊接的干流技能,与甲酸技能相结合就能更好的去除清洗工艺。一般,人们运用助焊剂来去除氧化物,能够有用地避免再氧化,可是,助焊剂却会在焊接之后留下残留物,对焊接质量构成不良的影响。因而,咱们选用的是在氮气中参加少数且定量的甲酸,即免清洗技能。焊接后不必任何的清洗,且无残留物。
焊接进程中,甲酸的含量在足够与不足够的情况下,对空泛率也是有必定的影响。在操作时,严厉依照规范的工艺文件要求,保证好甲酸的含量,以防甲酸对空泛率构成必定的影响。
在冷却进程中,也需求特别注意降温的速率快慢。特别是在焊料结晶点邻近的降温速率,降温过快时,便会导致焊料成型的不均匀;当降温速率过慢时,却会导致空泛率的添加,然后影响焊接质量。因而,在试验时,有必要依照规范的工艺文件要求来设定速率,以防影响焊接的空泛率。
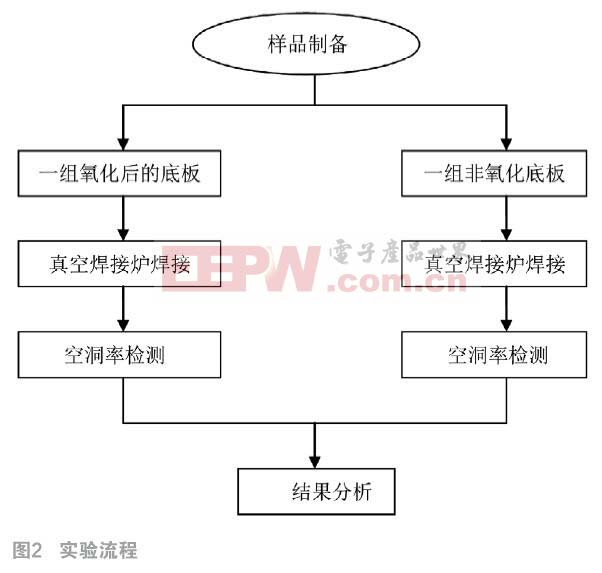
挑选同一批次的子单元、氧化底板和焊料,将一部分氧化底板处理为非氧化底板。对这两种底板别离进行封装,封装技能依照规范的生产线工艺流程履行,并在同一真空焊接炉里对其进行焊接,保证这两组的焊接条件共同。将这两部分焊接后的模块进行分组,一组是氧化后的底板,一组对错氧化底板。最终,别离选取4块,在相同试验条件下,对这8块别离进行超声波检测。
空泛的无损检测一般选用超声波查看设备SONOSCAN来检测,通过超声波穿透IGBT模块,其间有缺点处的空气层能够阻断超声波的传输,即能够分层反应出空泛的尺度和方位。
对这两组不同的模块进行超声波查看扫描图画,将扫描图载入空泛统计剖析软件,计算出每个DBC板焊接区域的焊接空泛占整个焊接外表的百分比率(Window area data)及每个子单元焊接面积的最大空泛面积占该子单元焊接总面积的百分比率(Largest void data)。需求在相同的试验条件下进行屡次试验来比照剖析。
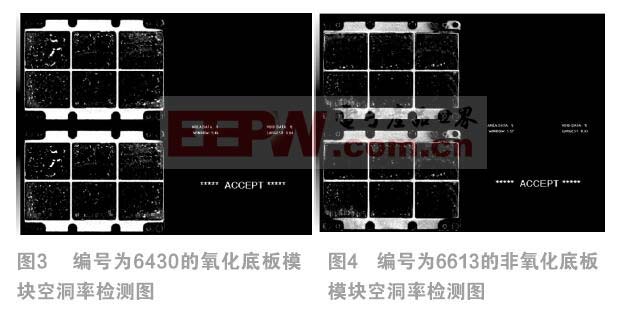
对选取的4块氧化底板模块和4块非氧化底板模块进行相同的试验剖析,并计算出各自的焊接空泛率(其间白色亮点即为空泛)。
(1)以一个编号为6430的氧化底板的模块为例,如图3所示,即为超声波检测的扫描图画和空泛所占的面积图:
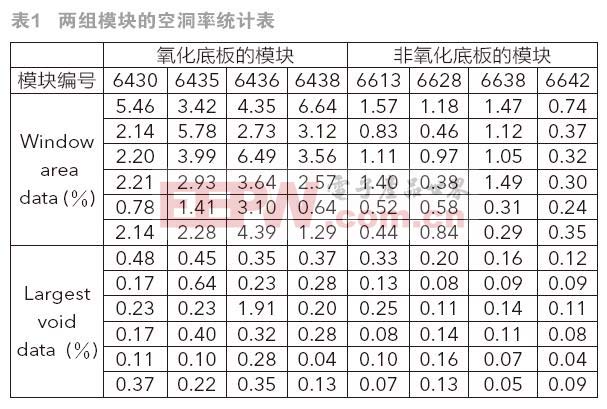
(2)以一个编号为6613的非氧化底板的模块为例,如图4所示,即为超声波检测的扫描图画和空泛所占的面积图:
(3)对两组模块别离进行超声波检测,以每个模块的六个子单元为例,调查空泛率的改变,如表1所示。
通过对这两组模块的超声波检测,依据检测的数据成果剖析,氧化底板的模块比非氧化底板的模块焊接空泛率遍及增大,如表2所示。该表能够直观的看出两组模块焊接空泛率的改变规模。

1)散热底板被氧化对IGBT模块焊接的空泛率有显着的影响。假如对氧化后的散热底板进行封装,封装后的IGBT模块焊接空泛率显着进步,达不到超声波查看的质量要求,一起也下降了IGBT模块的功能;
2)超声波检测出氧化底板模块的空泛显着挨近中心方位,相应芯片就越挨近高温,失效的可能性也就越大。
在焊接工艺中,因为IGBT模块封装的工艺中触及的环节较多,则影响IGBT模块的焊接空泛率的要素就较多,即现有的工艺条件无法避免空泛的构成。那么就需求有用的避免一些可控要素对空泛率的影响。
底板氧化对IGBT模块空泛率的影响可通过一次真空焊接炉高温处理,在真空焊接炉运转进程中,需用无尘纸将每个底板离隔进行高温处理,避免底板的二次污染。通过高温烘干处理后的底板将极大地下降了空泛的存在,然后进步了模块的可靠性和运用寿数。
因为现有的工艺条件有限,应在今后的研讨中对避免底板被氧化的工艺进行改善,以期进一步下降空泛率。
[1]徐玲,周洋,张泽峰,陈明祥,刘胜. IGBT模块焊料层空泛对模块温度影响的研讨.我国电子科学研讨院学报[J],2014(2):125~129
[3]周洋,徐玲.IGBT模块回流焊工艺中预翘曲铜基板的研讨.我国电子科学研讨院学报[J],2013(12):578~582
[4]唐勇,汪波,陈明,刘宾礼.高温下的IGBT可靠性与在线评价.电工技能学报[J],2014(6):17~23
本文来源于我国科技期刊《电子产品世界》2016年第4期第62页,欢迎您写论文时引证,并注明出处。
星空体育app下载
| 产品型号 | BH10S/BH10L | BH20S/BH20L | BH30S/BH30L | BH60S/BH60L | BH100S/BH100L |
| 产品容量 | 1KVA/0.8KW | 2KVA/1.6KW | 3KVA/2.4KW | 6KVA/4.8KW | 10KVA/8KW |
| 整机特性参数 | |||||
| 整机体制 |
双转换高频在线式 |
||||
|
整机结构 |
采用塔式和机架式结构设计 | ||||
| 整机满载效率AC-AC | >90% | ||||
| 噪音(距离前面2米) | <50dB | ||||
| 工作温度 | 0~40℃ | ||||
|
储存温度 |
-15~60℃(不含电池) | ||||
|
湿度 |
<95%无冷凝 | ||||
|
安全标准 |
GB/T14715 | ||||
| 电磁兼容标准 | EN50091-1/2 | ||||
|
保护功能 |
过载、短路、过温、市电过高/过低、电池过高/过低 | ||||
|
直流启动功能 |
具备 | ||||
|
配接发电机功能 |
具备 | ||||
|
手动旁路 |
无 |
选件 |
|||
| 显示 | LCD:市电下UPS运行状态、逆变状态、旁路状态、电池状态、电池量、负载量、故障信息等 | ||||
|
声光报警 |
自动 | ||||
|
静音 |
自动 | ||||
| 输入特性参数 | |||||
|
输入电压范围 |
100%负载:180~300Vac,50%负载:110~300Vac |
175~280Vac | |||
| 输入频率范围 | 50/60Hz(自适应) | ||||
|
输入功率因PF |
0.99 | ||||
| 总谐波失真(THDI) | <5% | ||||
|
输出特性参数 |
|||||
| 输出电压 | 220Vac | ||||
| 输出功率因数 | 0.8 | ||||
|
输出电压稳定度 |
220Vac±1%(静态负载);220Vac±2%(50-0%负载跃变);220Vac±5%(100-0%负载跃变) | ||||
|
输出频率(市电) |
46Hz≤输入频率≤54Hz时,输出和输入保持一致;输入频率小于46Hz或大于54Hz时输出频率锁定在50Hz | ||||
| 输出频率(电池) | 50Hz±0.2% | ||||
|
输出波形 |
纯正弦波 | ||||
|
失真度 |
<1%(线性满负载),<3%(非线性负载) | ||||
|
过载 |
>125%过载运行时间大于30秒; >150%过载运行立即转旁路关机 |
>120%过载运行时间30秒; >150%过载运行立即转旁路关机 |
|||
| 峰值因数 | 3:1 | ||||
| 逆变效率 | >90% | ||||
|
短路 |
电路自动保护,输出为零 | ||||
|
输出异常 |
逆变器输出自动闭锁保护 | ||||
|
噪声抑制 |
EMI/RFI滤波器 | ||||
|
电池过低 |
关机保护 | ||||
|
动态响应 |
满载3%,稳定时间为20毫秒 | ||||
|
自动重新启动 |
具备 | ||||
|
软件设定开/关机 |
具备 | ||||
|
旁路特性参数 |
|||||
| 静态旁路转换时间 | 0ms | ||||
| 静态旁路输入范围 | 80Vac±5%~285Vac±5% | ||||
| 旁路逆变转换时间 | 2ms | ||||
| 电池特性参数 | |||||
|
电池类型 |
密封铅酸免维护电池 | ||||
| 标配电池额定电压、节数 |
12V/7Ah×2/3节 |
12V/7Ah×4/6节 | 12V/7Ah×6/8节 | 12V/7Ah×16节 | 12V/7Ah×16节 |
| 标配电池额定备用时间 | 5-15min | 5-15min | 5-15min | 5-15min | 5-15min |
| 长延时电池额定电压 | 36Vdc | 72Vdc | 96Vdc | 192Vdc | 192Vdc |
|
标配充电电流 |
1A | 1A | 1A | 1A | 1A |
|
长延时充电电流 |
4A | 4A | 4A | 4A | 4A |
|
接口特性参数 |
|||||
| 通讯接口 |
RS232标配;/SNMP/RS485/干接点(选件) |
||||
| 监控软件 | 具有各种操作系统下的监控管理,市电及电池状态、市电故障、电池电压低、遥控关机、控制菜单 | ||||
|
物理参数 |
|||||
|
标机尺寸mm(深×宽×高) |
405×145×220 |
465×190×345 | 465×190×345 | 500×240×620 | 500×240×620 |
|
净重量Kg |
10.5/12 | 22.5/25 | 27.5/29.5 | 60 | 57 |
|
长机尺寸mm(深×宽×高) |
405×145×220 | 465×190×345 | 465×190×345 | 500×240×460 | 500×240×460 |
| 净重量Kg | 6.5 | 12 | 12.5 | 18 | 20 |
☆:标记颜色字体为此型号参数。
| 购买人 | 会员级别 | 数量 | 属性 | 购买时间 |
|---|

